Application of the four phases
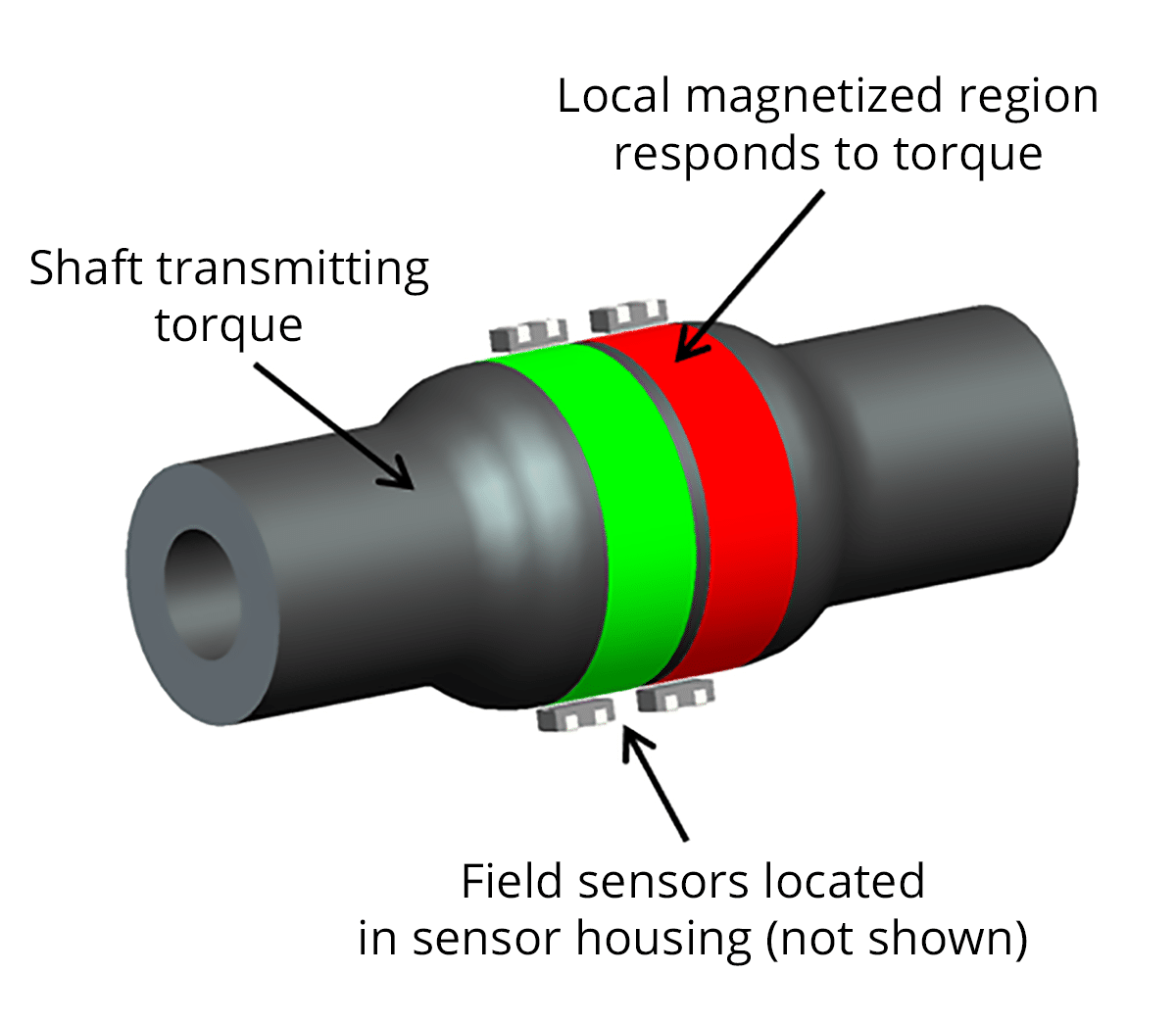
MagCanica’s technology is based on the combination of these previous four phases. Prior to entering into service in the field, and one single time only as part of a one-time process, the shaft transmitting torque is magnetized circumferentially in a local region, allowing that portion of the shaft itself to become the transducer. Now the shaft can both transmit torque, and act to provide a measureable signal allowing that very torque to be measured. In order to accomplish this, the shaft needs to be made of a material that provides these magnetoelastic properties. It happens that these properties are available in standard steels already used within many commercial applications. If the existing shaft is not made of one of these materials, it is often the case that the shaft can be manufactured from a suitable material with appropriate mechanical and magnetoelastic properties, often with preferable strength and component life characteristics. Depending on the material and the material’s magnetoelastic properties, a local region on the shaft is sized to provide a specific amplitude of maximum allowable torsional stress at the peak operating torque for the application.
The picture indicates the local region that might be sized differently from the nominal diameter of the shaft by the increased diameter in a specific region. The green and red colors indicate oppositely polarized magnetized bands. The field sensors, indicated above without a housing, would in a real installation be packaged within a housing typically made of a high performance plastic that rides directly on the shaft (for applications running at 3,000 RPM or less), or aluminum in which the sensor housing does not contact the shaft directly (for speeds above 3,000 RPM). Different sensor constructions designed for different applications and installations are shown in the Products page.